.webp)
![We Drilled & Tapped a 6500mm Oil Stator Tube With Zero Broken Bits — Here's How [DNC-7003DT(R1)]](/statics/images/uploads/We Drilled & Tapped a 6500mm Oil Stator Tube With.webp)
The Problem: Stator Tubes Are a Machinist's Nightmare
Progressing cavity pump (PCP) stator tubes — the kind supplied to operators like Weatherford International — regularly exceed 6500mm in length. They need M12 or larger threaded holes distributed evenly around the full circumference. Every hole must land within API 11B tolerances, or the assembled pump leaks in the well.
Most standard machining centers have an X-axis of 2000mm or less. The tube simply does not fit. And even when shops improvise with conventional equipment, a different problem takes over: the tube vibrates.
Broken Drill Bits — Every Shift
A 6500mm tube clamped only at 2 ends acts like a tuning fork. When the drill pushes down, the unsupported middle deflects and vibrates. This is called chatter. On alloy steel at HRC 25–35, it snaps bits and tears thread walls constantly.
Hole Positions Drift Off-Spec
Manual dividing heads and repeated re-clamping introduce angular errors that accumulate hole-by-hole. By hole 12, deviation can exceed 1°. The part fails API inspection and gets scrapped.
60% of Time Is Non-Cutting
Manual indexing, re-clamping, tool swaps, and re-alignment consume more than half the total job time. 2 machinists spend most of a shift moving the workpiece, not machining it.
No Batch Consistency
Quality varies operator-to-operator and shift-to-shift. Weatherford requires full dimensional traceability records per batch. Hand-recorded inspection data does not pass a supplier audit.
Before vs. After: What Changes With the Right Machine
.webp)
The Solution: How the DNC-7003DT(R1) Fixes Each Pain Point
1Why Does This Stop Vibration? The Physics in Plain English.
A tube clamped only at its 2 ends acts like a suspension bridge without cables — the middle sags and bounces when force is applied. In machining, this vibration is called chatter, and it snaps drill bits and tears thread walls.
The DNC-7003DT(R1) installs 6 fixed steady rests (professionally: fixed center rests / workpiece supports) along the 6800mm bed. Each rest adds a rigid support point. With 6 rests across 6500mm, beam deflection mechanics work in your favor: halving the unsupported span reduces deflection by a factor of 16. The tube becomes rigid. Chatter disappears.
The steady rests are diameter-adjustable — they fit a range of stator tube OD sizes without changing fixtures.
✔ Result: Near-zero broken drill bits. Clean, full-depth holes and accurate threads on every single pass.
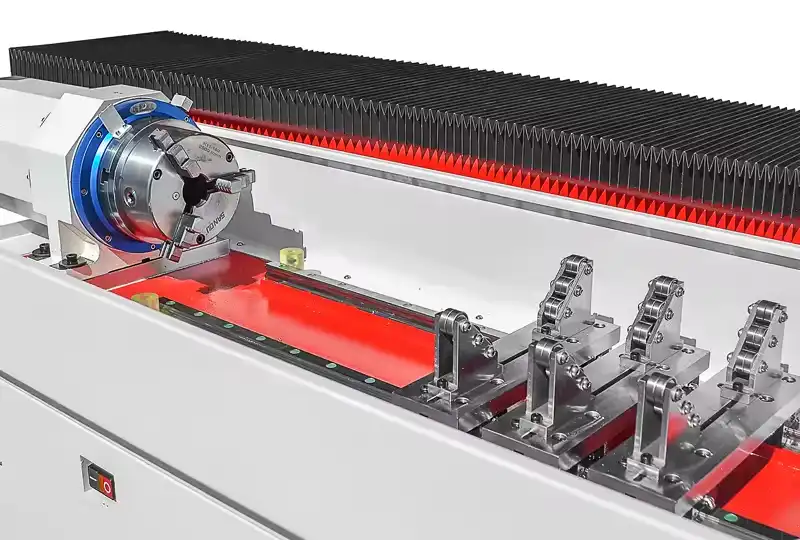
2 4th Axis Servo Rotary Chuck — 360° Indexing, Zero Manual Handling
The tube mounts into a servo-driven 4th-axis chuck (servo motor + high-precision harmonic reducer). The CNC program controls every rotation automatically.
A 12-hole circumferential pattern that used to require 12 manual re-clamp steps now runs in 1 uninterrupted CNC cycle. The rotary axis holds ±30 arc-seconds angular positioning accuracy — roughly 100 times better than a conventional mechanical dividing head. 360° freedom means you can add angled holes, offset patterns, or asymmetric layouts without changing fixtures.
✔ Result: Angular error drops from ±1.5° to ±30 arc-seconds. Every hole lands correctly across the full batch.
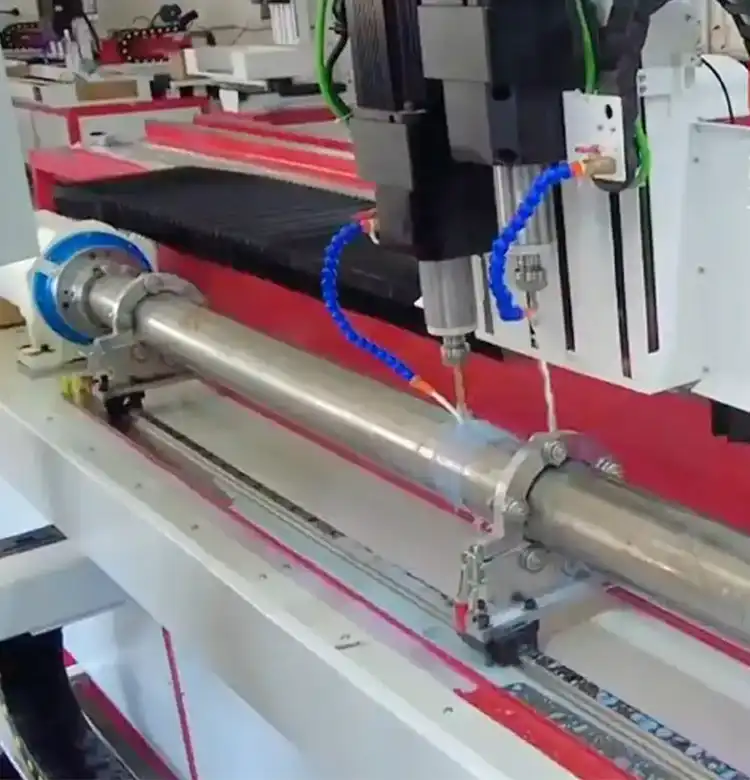
3 Dual Spindle on One Carriage — Drill and Tap Without Changing Tools
A dedicated drilling spindle and a dedicated tapping spindle sit on the same Z-axis carriage. Each extends downward independently. After the drilling spindle finishes a hole, the tapping spindle repositions over it and taps immediately — same positional reference, no tool swap, no re-alignment.
One stop. Drill. Tap. Move to next position. The entire circumferential pattern completes in a single unbroken CNC cycle.
✔ Result: Tool-change downtime eliminated. Drill axis and tap axis share the same center — thread follows the hole perfectly every time.
4 6800mm X-Axis — The Only Standard Machine That Fits This Workpiece
Both spindle carriages travel the full 6800mm independently. A 6500mm stator tube loads in 1 fixture and stays there for the entire job — no repositioning, no re-referencing zero. Standard machining centers max at 2000mm. This machine covers the full tube in a single CNC run that others cannot even start.
-workbench-size.webp)
✔ Result: 1 setup replaces 4–6 manual repositioning operations. Lead time drops. Output per shift nearly doubles.
5 Flood Coolant System — Longer Tool Life on Hard Alloy Steel
A programmable flood coolant system targets the drill and tap on every cut. On HRC 25–35 alloy steel, coolant does 3 things: pulls heat from the cutting edge (extends tool life), lubricates tap flutes (lowers tapping torque and broken tap risk), and flushes chips clear before they pack and cause re-cutting damage. Broken taps — which take 30+ minutes to extract and often destroy the workpiece — become rare, not routine.
✔ Result: Significantly longer drill and tap life on hard materials. Fewer scrap workpieces from stuck tools.
Full Production Results at a Glance
| Metric | Conventional Process | DNC-7003DT(R1) | Improvement |
|---|---|---|---|
| Broken drill bits / shift | 3–5 incidents | Near zero | ~95% reduction |
| Angular hole accuracy | ±0.5°–1.5° (manual) | ±30 arc-seconds | ~100× more accurate |
| Re-clamping per tube | 4–6 times | 0 — single setup | Eliminates setup error |
| Positional accuracy (XY) | ±0.1–0.3mm (operator) | ±0.02mm (laser calibrated) | API 11B compliant |
| Machining cycle per tube | Baseline 100% | ~45% of baseline | 55% faster |
| Tubes per shift (12-hole) | 2–3 tubes | 4–6 tubes | ~2× output |
| Operators required | 2–3 skilled machinists | 1 operator | Lower labor cost |
| Batch consistency | Operator-dependent | CNC program-repeatable | Audit-ready traceability |
Quality Documentation That Passes Weatherford's Supplier Audit
Weatherford and similar tier-1 oil service operators require full dimensional traceability from every part supplier. The DNC-7003DT(R1) ships with two documents that support those audits directly.
CE Certified Machine
Full compliance with European machinery safety, electrical safety, and EMC directives. CE documentation included with every shipment.
API Laser Interferometer Calibration
Every unit measured and error-compensated with an American API-standard laser interferometer before shipping. Calibration report included — submit it directly to your customer's QA team.
Direct Manufacturer — No Middlemen
DUOMI designs, engineers, and builds every machine in-house. Factory-direct pricing. Technical support from the engineers who built your machine.

-main.webp)
.webp)
.webp)
