Precision Multi-Hole Drilling Solution for Bluetooth Speaker Aluminum Housings
Stable Manufacturing Process for High-Density Acoustic Perforation in Aluminum Enclosures
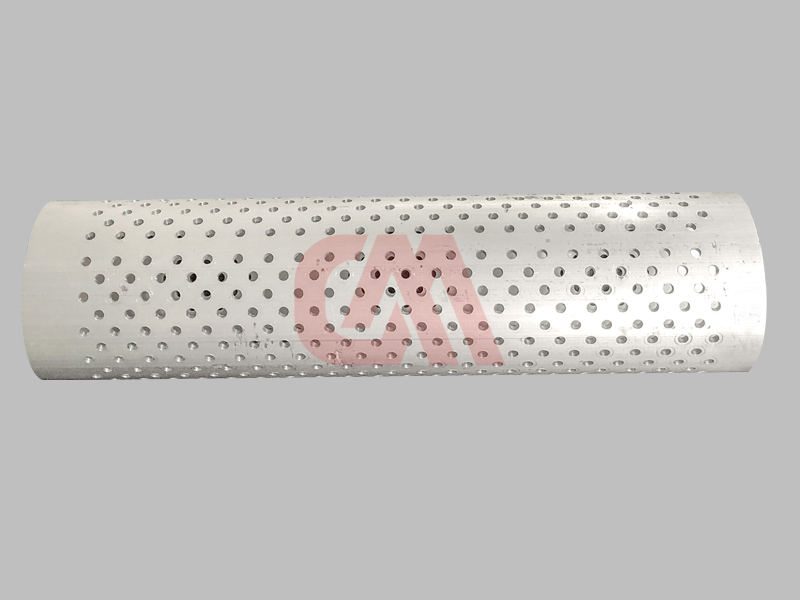
In the production of modern Bluetooth speakers, the aluminum housing is no longer just a protective shell. It has become a core part of the product’s acoustic design and visual identity. One of the most critical manufacturing steps in this process is the creation of dense, evenly distributed micro holes on aluminum surfaces.
These perforated structures are used for sound transmission, heat dissipation, and product aesthetics. However, machining thousands of tiny holes on aluminum parts with consistent quality is not as simple as it appears in design drawings.
Drilling type:High-Speed CNC drilling
Feed rate: F1500/min
Spindle Speed: 45000rpm
Machining material: 6061 aluminum alloy
Hole diameter: 0.7 mm
Depth: 2.32 mm
Application industries: Bluetooth speakers, loudspeaker systems, and metal heat dissipation structures.
In real production environments, even small deviations in hole position, burr formation, or inconsistent spacing can lead to product rejection. This makes multi-hole drilling one of the most sensitive processes in Bluetooth speaker manufacturing.
1. Real Manufacturing Challenges Behind Aluminum Speaker Perforation
When engineers move from design to mass production, several issues quickly appear.
The first challenge is precision stability. Bluetooth speaker housings often require hundreds or even thousands of micro holes in a single panel. Maintaining consistent spacing across such a dense layout requires extremely stable machine positioning and repeatable accuracy over long production cycles.
The second challenge is related to aluminum material behavior. Aluminum tends to adhere to cutting tools during drilling. This leads to chip buildup, edge roughness, and burr formation around hole exits. These defects are especially visible on consumer-facing products.
Another difficulty is tool wear. Micro drilling uses very small diameter tools, which are sensitive to vibration and heat. Without proper control, tool breakage becomes frequent, especially when drilling continuously across dense patterns.
Finally, many speaker housings are not flat. Curved or irregular surfaces make positioning even more complex, increasing the risk of misalignment during repeated drilling operations.
2. Why Traditional Drilling Methods Fail in Mass Production
Conventional machining methods struggle to meet these requirements.
Standard CNC drilling machines often operate at insufficient spindle speeds for micro-scale aluminum perforation. This results in poor surface finish and unstable chip evacuation, especially when dealing with dense hole layouts.
Manual drilling is even more problematic. While it may be acceptable for prototypes, it cannot guarantee consistency in spacing, angle, or depth when scaled to mass production.
Stamping or mold-based perforation is sometimes used for high-volume manufacturing, but it lacks flexibility. Once the mold is fixed, design changes become expensive and time-consuming, which is not suitable for fast-moving consumer electronics products.
3. CNC-Based Stable Solution for Multi-Hole Aluminum Drilling
To solve these issues, manufacturers are increasingly adopting high-speed CNC micro-drilling systems designed for dense aluminum perforation tasks. The goal is not only speed, but stable repeatability across long production runs.
High-Speed Spindle for Stable Micro Cutting
A high-speed spindle operating in the range of 15,000 to 40,000 RPM improves cutting stability significantly. At this speed, the cutting force is reduced, which helps minimize tool vibration and improves hole surface quality.
More importantly, higher spindle speed reduces the tendency of aluminum to stick to the tool, which is one of the main causes of burr formation.
One-Time Clamping with Multi-Axis Positioning
For Bluetooth speaker housings, especially those with curved or decorative surfaces, multi-axis CNC control is essential.
By completing all drilling operations in a single setup, the system eliminates cumulative positioning errors caused by repeated clamping. This ensures that every hole remains aligned with the original design intent, even on complex geometries.
Controlled Micro-Drilling Strategy for Dense Patterns
Dense hole machining requires a controlled drilling approach rather than continuous penetration.
A peck drilling strategy combined with optimized feed rates helps break chips efficiently and prevents heat buildup. This is particularly important when drilling large arrays of micro holes, where heat and chip congestion can quickly affect stability.
Premium tooling helps minimize burr formation during chip removal
Chip control is often underestimated in aluminum drilling, but it plays a decisive role in final quality.
Premium tooling helps minimize burr formation during chip removal chip removal ensures that aluminum chips are continuously cleared from the cutting zone. This prevents secondary cutting, reduces tool wear, and keeps hole walls clean and uniform.

Speaker Perforation Results: Before vs. After Drilling
4. Production Benefits in Real Manufacturing Environments
When this CNC-based solution is applied in actual production lines, manufacturers typically observe several improvements.
Production stability increases significantly, especially in high-density hole patterns where traditional machines struggle with consistency. The rejection rate caused by burrs and misalignment is also reduced.
In addition, secondary finishing processes such as manual deburring or polishing can often be eliminated. This directly reduces labor cost and shortens overall production cycles.
For consumer electronics manufacturers, these improvements translate into faster delivery times and more stable product quality across batches.
5. Application Scope in Consumer Electronics Manufacturing
Although this solution is widely used for Bluetooth speaker housings, its application is not limited to a single product type.
It is also suitable for:
Aluminum acoustic panels for smart audio devices
Heat dissipation covers in LED lighting systems
Precision perforated metal shells in consumer electronics
Decorative aluminum enclosures with micro-pattern designs
Ventilation structures requiring controlled airflow and aesthetics
The same machining principles apply wherever high-density, visually critical aluminum perforation is required.
The production of dense hole patterns on Bluetooth speaker aluminum housings requires far more than basic drilling capability. It demands a stable, repeatable, and controllable machining system that can handle micro-scale precision under mass production conditions.
A properly configured CNC micro-drilling solution provides the stability needed to maintain consistency, reduce defects, and support scalable manufacturing for modern consumer electronics.
In today’s competitive market, machining quality is not just a technical requirement—it is a direct factor in product competitiveness.