


For manufacturers of heavy-duty fitness equipment—such as commercial treadmills, power racks, and elliptical machines—square tubing is the structural backbone. However, creating strong, durable threads in thin-walled square tubes has historically been a massive production bottleneck, relying heavily on slow, messy, and inconsistent processes like welding nuts or installing rivet nuts.
Recently, a leading fitness equipment manufacturer in Vietnam approached us with exactly this pain point. By partnering with our engineering team, they transitioned to a Customized Long-Travel Thermal Drilling and Tapping CNC Center.
The result? A completely transformed production line with zero idle time, zero welding, and unmatched thread strength. Here is how we engineered their success.
The Bottleneck: Manual Tube Drilling, High Labor Costs, and Weak Weld Nut Threads
The Vietnamese client was processing large volumes of thin-walled square steel tubes. Their traditional workflow required operators to manually drill holes, clean the metal shavings, and manually weld nuts onto the tubes to create connection points.
Their core challenges included:
- High Labor & Low Output: Manual drilling and welding required multiple stations and skilled operators, severely capping their daily output.
- Cumbersome Changeovers:They frequently processed two different tube specifications (requiring different hole sizes and thread pitches). Constantly changing tools and fixtures was destroying their machine uptime.
- Quality Inconsistencies:Weld nuts often warped the thin tubes due to heat distortion, while rivet nuts occasionally spun loose under the heavy vibrations of fitness equipment.

The Solution: Continuous "Pendulum" Machining with 4-Spindle Thermal Drilling

To solve these challenges, we bypassed standard CNC configurations and custom-engineered a solution perfectly tailored to their shop floor: A 5-Meter Open-Structure Thermal Drilling and Tapping Machine.
1.Zero Idle Time: The Dual-Zone Pendulum System
We designed the machine with a massive 5000mm (X-axis) x 300mm (Y-axis) x 200mm (Z-axis) travel and an open-structure worktable. The table is divided into two distinct processing zones (Left and Right), equipped with 8 heavy-duty pneumatic clamps for split-second loading.
While the machine is actively drilling and tapping tubes on the Left Zone, the operator is safely unloading finished parts and loading raw tubes into the Right Zone. Once the Left side is finished, the spindle assembly immediately travels to the Right side to begin work. The machine never stops cutting.
2.Four Servo Spindles: No Tool Changes Required
To address the client's need to process two different specifications simultaneously, we equipped the CNC with 4 independent servo spindles using ER20 collets (2 dedicated to thermal friction drilling, 2 dedicated to tapping).
- Left Zone (Spec 1): Uses Spindle 1 (Drill) and Spindle 2 (Tap).
- Right Zone (Spec 2): Uses Spindle 3 (Drill) and Spindle 4 (Tap).
This ingenious setup allows the client to process two entirely different product lines on the exact same machine simultaneously—with absolutely zero seconds wasted on automatic tool changes (ATC).
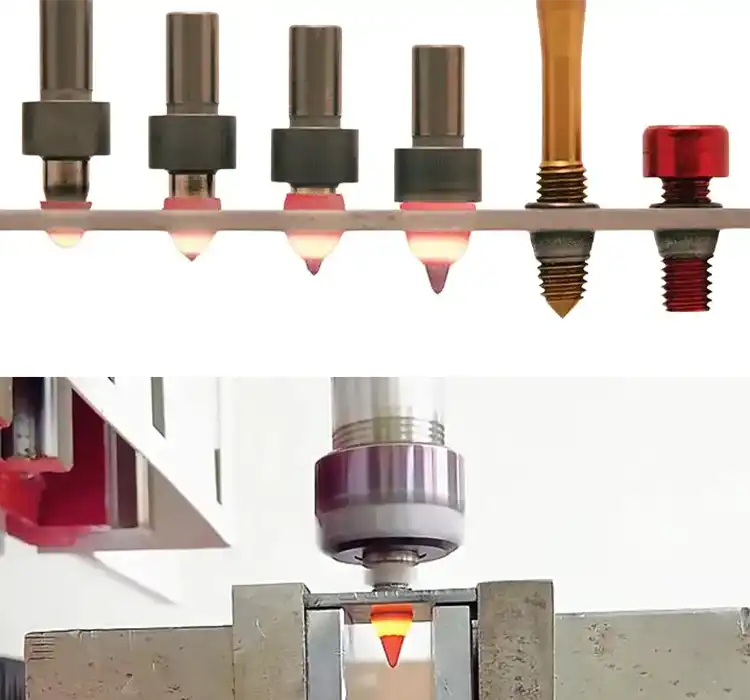
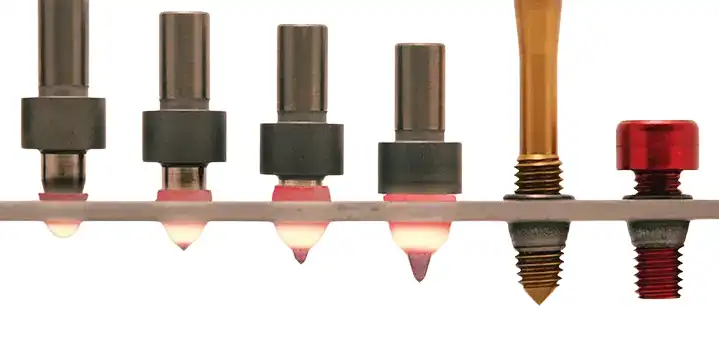
Why Thermal Drilling? The "Flow Drill" Advantage
Instead of cutting material away, our machine utilizes high-speed Thermal Melt Drilling (Friction Drilling). The specialized tungsten carbide bit spins at high RPM, generating intense localized friction heat. This melts the metal locally, pushing it downward to form a cylindrical bush (collar), which is then immediately roll-tapped.
This technology is a game-changer for tubular components:
- Eliminates Welding & Rivet Nuts: One continuous CNC process (Drill + Bush + Tap) creates a perfect connection point. No extra hardware required.
- Ultra-High Strength Threads: Because the material is displaced to form a bushing, the thread depth is typically 3x the thickness of the tube wall. The pull-out and torque resistance far exceed direct tapping on thin plates.
- Chip-less & Clean: No metal swarf is created. You completely eliminate chip conveyors, clean-up time, and jammed coolant lines.
- Lightning Fast: A single thermal hole takes approximately 6 seconds. The complete cycle (friction drilling + roll tapping) is completed in just 15 seconds per hole.
- Zero Deformation & 0.02mm Precision: Despite the heat, the localized process prevents structural warping. Driven by precision ball screws and linear guides, hole-to-hole accuracy remains a strict 0.02mm.
- Work-Hardened Surface: As the melted metal cools, the molecular structure changes, leaving the hole edge significantly harder and more wear-resistant than the raw tube.
The Impact: ROI & Production Metrics
| Metric | Before (Drill + Weld Nut) | After (Our Custom Thermal CNC) |
|---|---|---|
| Operators Required | 3 Skilled Workers (Driller, Welder, Grinder) | 1 General Operator (Just loading/unloading) |
| Tool Change Time | 3 - 5 Minutes per batch switch | 0 Seconds (4 Spindles handling 2 specs) |
| Time Per Thread | ~1 Minute (Including welding/cleaning) | 15 Seconds (Drill + Tap complete) |
| Overall Output Rate | Baseline | Increased by 210% |
| Rejection/Defect Rate | 4.5% (Weld distortion, loose nuts) | < 0.1% (Perfectly uniform CNC threads) |





