
As high-density AI servers push thermal limits, data centers are rapidly transitioning to direct-to-chip liquid cooling. The backbone of these systems is the liquid cooling distribution manifold—typically manufactured from 304 or 316L stainless steel tubing.
For the manufacturers producing these critical components, the stakes are incredibly high. A single microscopic leak from a manifold connection can destroy millions of dollars of server equipment. Recently, a premier U.S.-based data center cooling service provider approached us facing exactly this production nightmare. By implementing our DHM-3060N24 Thermal Friction Drilling, Tapping, and Milling CNC Center, they completely transformed their production line, achieving a zero-leak guarantee while slashing their cost per part.
The Challenge: Machining 304 Stainless Steel Manifolds
The U.S. client was manufacturing large 304 SS liquid cooling manifolds that required multiple large counterbored holes and precision internal threads to connect fluid fittings (Quick Disconnects/QDs).
Their legacy process was plagued by pain points:
- Machine & Spindle Chatter: 304 SS is notorious for rapid work-hardening. Their existing machines lacked the structural rigidity and spindle torque required to push through the hard material.
- Severe Tube Deformation: To compensate for the lack of rigidity, high axial force was applied, frequently causing the thin-walled stainless steel tubes to crush or warp out of tolerance.
- Unacceptable Leak Risks: Because the holes were machined across multiple workstations (drilling, welding rivet nuts, milling), the concentricity and surface finish of the O-ring sealing faces were inconsistent.
- Tooling Costs & Labor: Tool wear was catastrophic. The multi-step process was incredibly labor-intensive, and the final quality relied entirely on the operator's skill level.

The Solution: The Duomi DHM-3060N24 CNC Machining Center
To conquer the extreme demands of 304 SS manifold production, we deployed the DHM-3060N24—a heavy-duty CNC center purpose-built for large steel and stainless steel tubular profiles.
1. Unyielding Rigidity: The Foundation of Precision
You cannot machine hard stainless steel accurately on a light-duty frame. The DHM-3060N24 is built on a high-strength cast iron bed, column, and worktable.
- Double Aging & Double Machining: The castings undergo a rigorous secondary aging treatment followed by two passes of large-scale precision CNC machining to eliminate internal stress.
- 45mm Roller Linear Guides: All three axes utilize precision 45mm roller linear guides, vastly outperforming standard ball guides in load-bearing capacity and vibration dampening.
- Precision Ball Screws: Y and Z axes feature precision-ground ball screws for flawless positioning stability.
2. BT40 Mechanical Spindle Power
To penetrate 304 SS without hesitation, the machine is driven by a high-torque BT40 mechanical spindle. It provides the massive downward thrust and rotational stability required for thermal friction drilling in hard alloys, extending drill life and completely eliminating the chatter that causes tube deformation.
3. The 5-Step "Zero-Leak" Automated Process
We eliminated the client's multi-station workflow by integrating the entire manifold port creation into a single, fully automated 5-step cycle. With a 24-tool spindle-following arm-type ATC (Automatic Tool Changer), tool changes happen in just 2 seconds, maintaining aggressive cycle times.
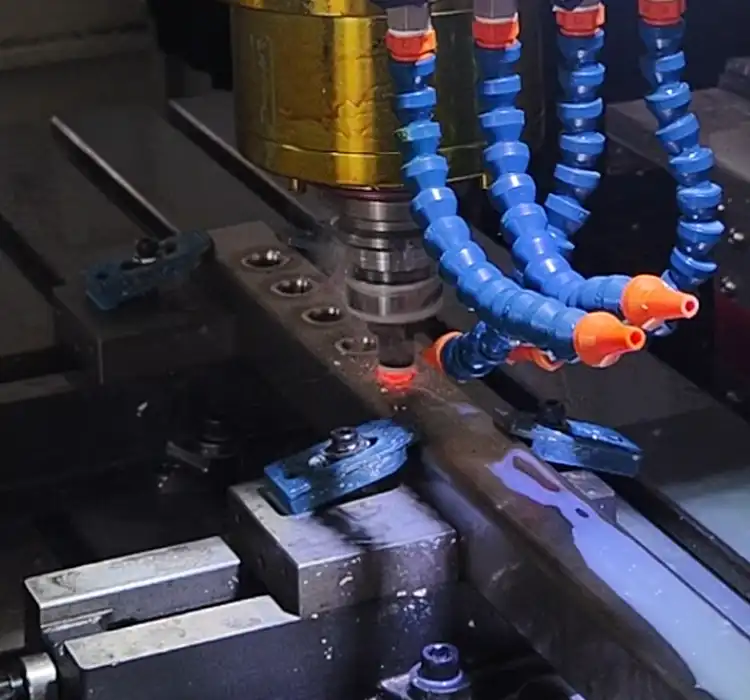
- Center Drilling: A flat pilot is milled on the tube surface to guarantee dead-center positioning and prevent tool deflection.
- Thermal Friction Drilling: The tungsten carbide bit penetrates the 304 SS, using friction heat to melt and extrude the metal inward, forming a deep, integral cylindrical bushing. No welding or rivet nuts are required.
- Precision Roll Tapping: The bushing is tapped, creating high-strength threads that are up to 3 times the thickness of the original tube wall.
- Counterbore & O-Ring Face Milling:A specialized milling cutter machines a perfectly flat, highly polished large counterbore. This guarantees a flawless, leak-proof seat for the O-ring fittings.
- Internal Deburring:A back-chamfering tool enters the hole and cleans the inner wall of the extruded bushing. This ensures absolutely zero metal burrs break off into the cooling fluid (which could clog server micro-channels).
During this entire process, an intelligent, programmable system delivers exact quantities of thermal paste (Requires CNC Programming to Control Spindle for Flowdrill Paste Application) and high-pressure cutting fluid to cool the tools and flush the work envelope, exponentially increasing tool life.
The Impact: Transformation in ROI and Quality
To optimize throughput, the machine features a massive 600mm wide T-slot worktable, allowing the client to load multiple long manifolds simultaneously. The fully enclosed design captures all high-pressure coolant and specially formulated thermal paste, keeping the client's factory floor pristine.
| Metric | Previous Multi-Station Method | DHM-3060N24 Integrated CNC |
|---|---|---|
| Leak Test Failure Rate | 6% - 8% (Due to warped pipes & bad threads) | 0% (Flawless O-ring seating) |
| Process Steps | 4 Separate Machines + Manual Deburring | 1 Setup (Fully Automated) |
| Tool Cost per Month | Extremely High (Frequent tap/drill breakage) | Reduced by 65% (Rigidity + BT40 Torque) |
| Pipe Deformation | Frequent bowing during thermal process | Completely Eliminated |
| Labor Requirement | 3 Skilled Machinists per shift | 1 Operator (Loads multiple pipes at once) |
| Overall Output | Baseline | + 300% Capacity Increase |





